
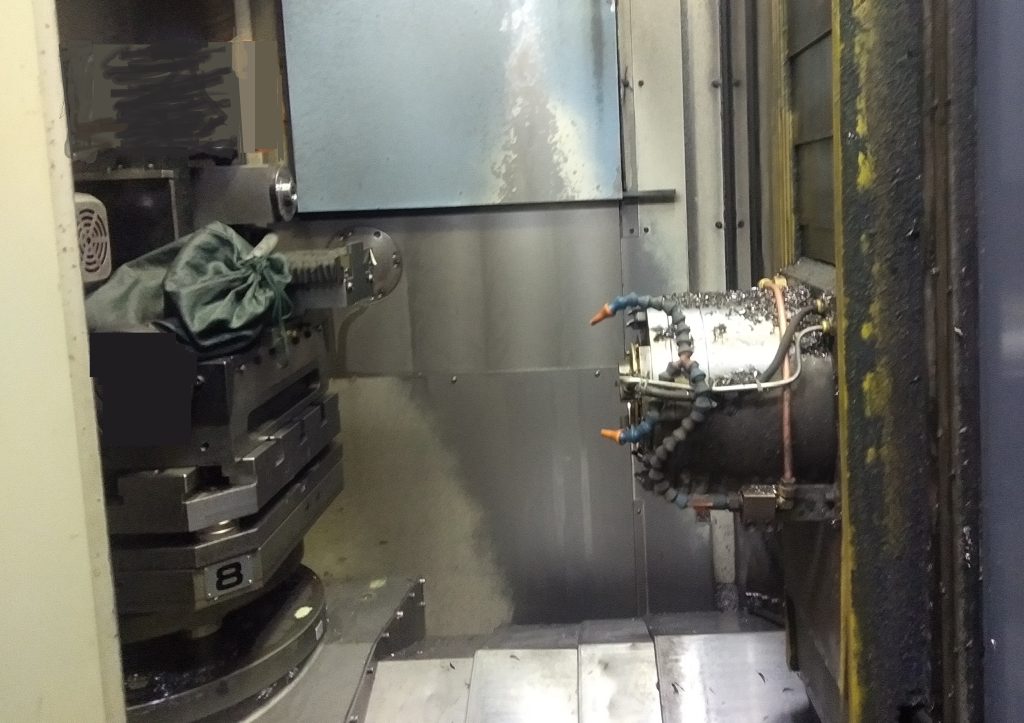
OKK HM50(BT50) 主軸テーパ研磨・セルフ研磨
ご依頼の際の状況
毎年工場内マシニングの振れ精度・アタリやクランプ力を定期的に検査依頼される会社様です。
その中で社内振れ精度が規格値を超えたマシニングに対して、セルフ研磨で改善といった定期メンテナンス的なご依頼でした。

研磨前後の状態やご要望
定期点検で各マシニングのテーパ痛み状態は把握しておりますが、特段に酷い傷などはなく若干の打痕や
工具交換の繰り返しによってテーパ口元(大径側)が少し楕円になり振れ(15μ~20μ/300mm)が発生している状態でした。
振れ精度をセルフ研磨・テーパ研磨で調整可能な限界まで改善してほしいとのご要望でした。


研磨時の状況・結果
研磨前のアタリ(工具密着度)も90%以上と良かったこともあり、
テーパを5μ程度研磨し、振れは研磨後5μ以下/300mmと改善いたしました。
研磨後、テーパ内に若干の打痕と口元(大径側)に1mm程度のわずかな凹みキズが残っていますが
振れ精度には影響ない範囲のキズのため、無理に研磨することなくアタリ95%(工具密着度)にて作業完了いたしました。
精度加工をされているお客様からのご要望で、テーパ内のみになりますが定期検査(振れ・アタリ・クランプ力)を実施しております。
定期メンテナンスでのセルフ研磨では研磨量も少量の場合が多く、次回以降の主軸テーパ研磨シロを残すことができます。
主軸テーパの定期点検・セルフ研磨は、匠製作所にお任せください。

