
MITSUBISHI M-VR40(BBT50) 門型MC主軸スピンドルテーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
メーカー様の精度点検にて主軸振れが見つかり、精度調整工事の一環として
主軸テーパ・セルフ研磨にて振れ精度・アタリの改善依頼されました。

研磨時の状態やお客様の要望
お客様は二面拘束工具(BBT・NBT等)をよく使われているためか
研磨前テーパ口元(大径)側が開いてアタリがなく、それに伴って端面部が強くアタっている状態でした。


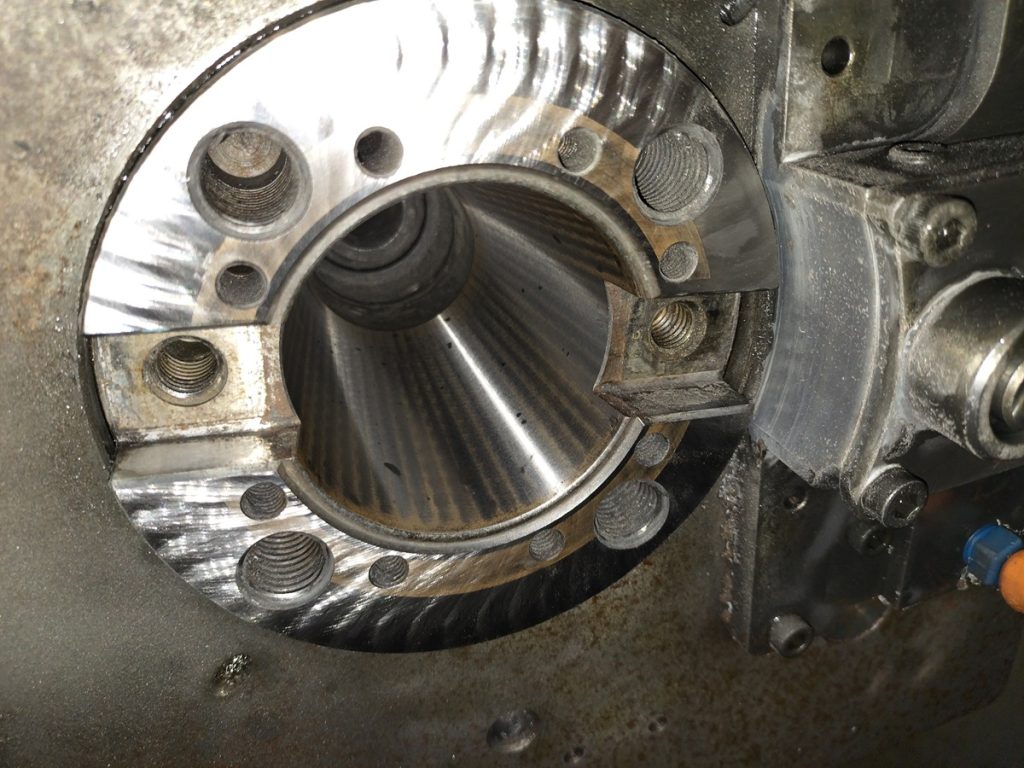
研磨結果など
研磨前BTとしてアタリ80%程度でしたが、研磨後BT振れ 10μ以下/300mm アタリ95%、BBT振れ6μ/300mmとなりました。
また、二面拘束工具もテーパ口元と主軸端面部の2箇所でアタる(密着する)ようになり振れも収まったため作業完了となりました
匠製作所では、二面拘束主軸などのスピンドルテーパおよび端面研磨を行っております。

