
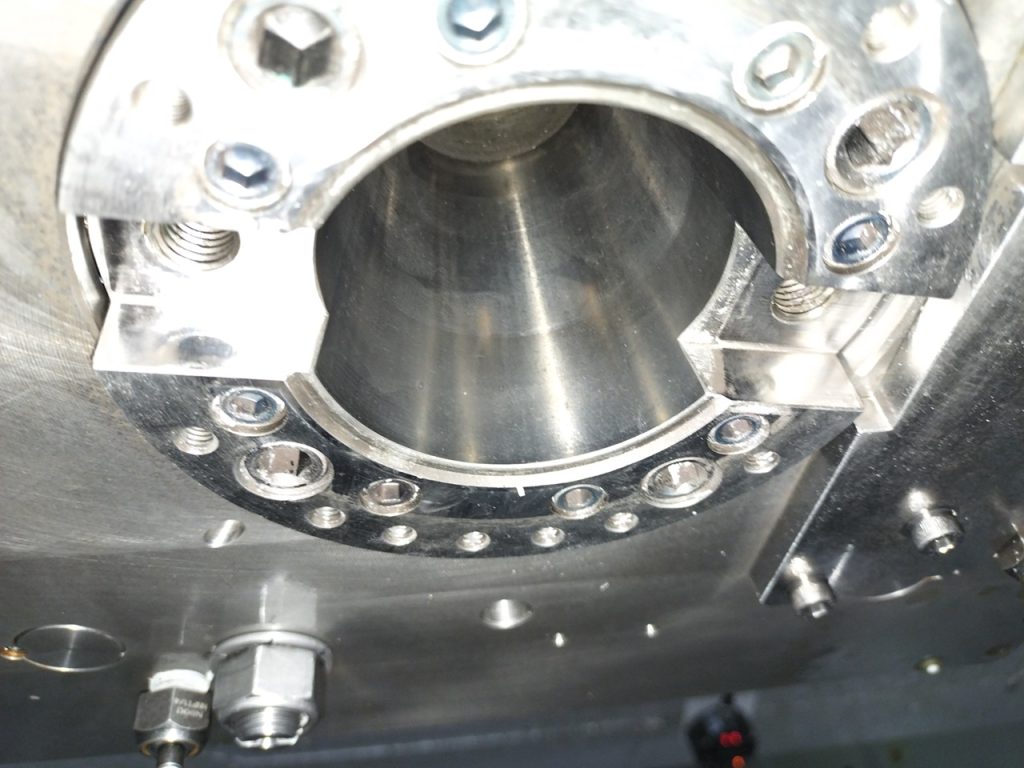
ニデックマシンツール MVR30Ex(BBT50) 門型MC主軸スピンドルテーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
主軸テーパと工具のアタリ(密着)が悪く、それによってBT・BBT工具共に振れが発生しているため
主軸テーパ・セルフ研磨での振れ精度・アタリの改善を依頼されました。

研磨時の状態やお客様の要望
研磨前テーパ口元(大径)側が広がってしまい、20~30%程度アタリがなく
BTとして大きく振れが発生している状態でした。
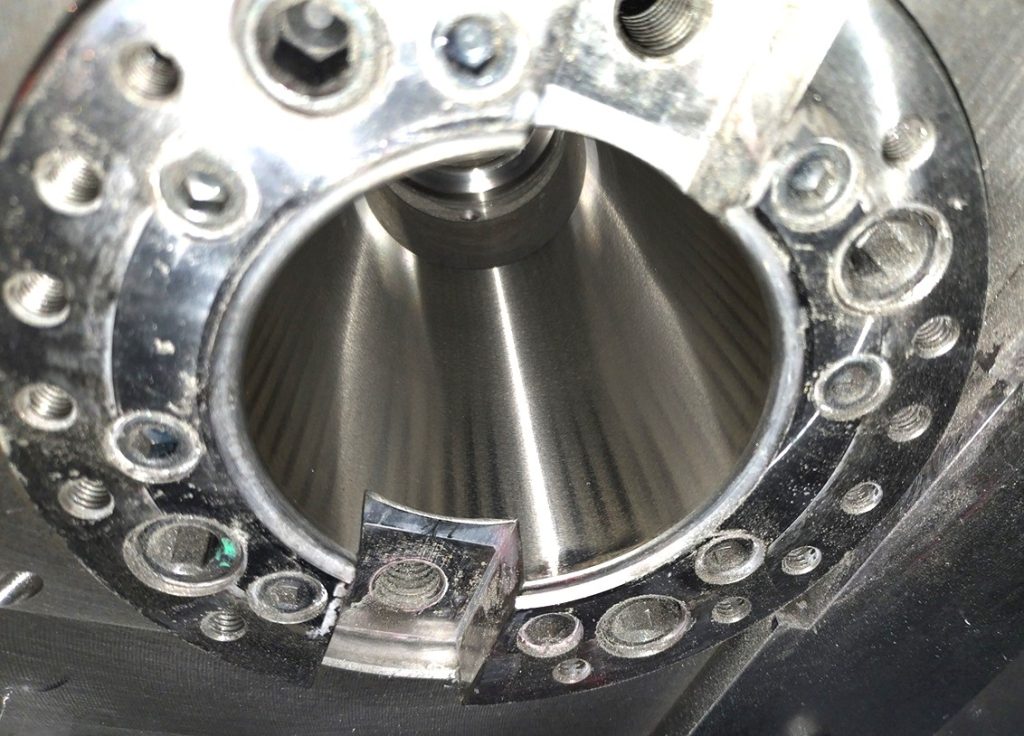

研磨結果など
研磨前BT振れ 100μ/300mm アタリ70%程度でしたが、研磨後BT振れ 10μ/300mm アタリ95%、BBT振れ5μ/300mmとなりました。
テーパ部口元に若干の凹み(アタリなし)が残っていましたが、研磨することによってのメリット・デメリットをお客様にお伝えし
今後の研磨シロを残す事となり作業完了いたしました。
匠製作所では、お客様に現状の状態や研磨することによるメリット・デメリットをご説明した上で、研磨作業を行っております。

