
OKUMA MA-500HII(BBT50) 主軸スピンドルテーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
加工中に工具と治具に衝突が発生し、機械主軸に過負荷がかかり主軸が歪んでしまったとの事で
主軸テーパ・セルフ研磨での振れ精度・アタリの改善を依頼されました。

研磨時の状態やお客様の要望
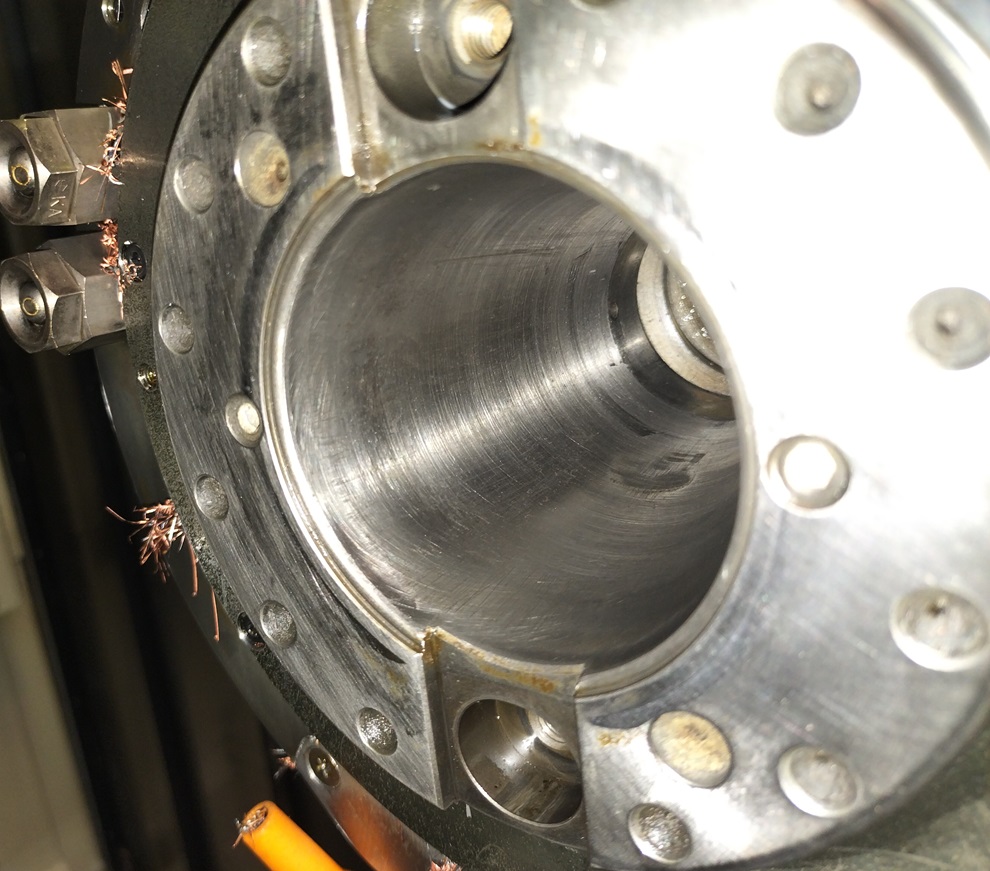
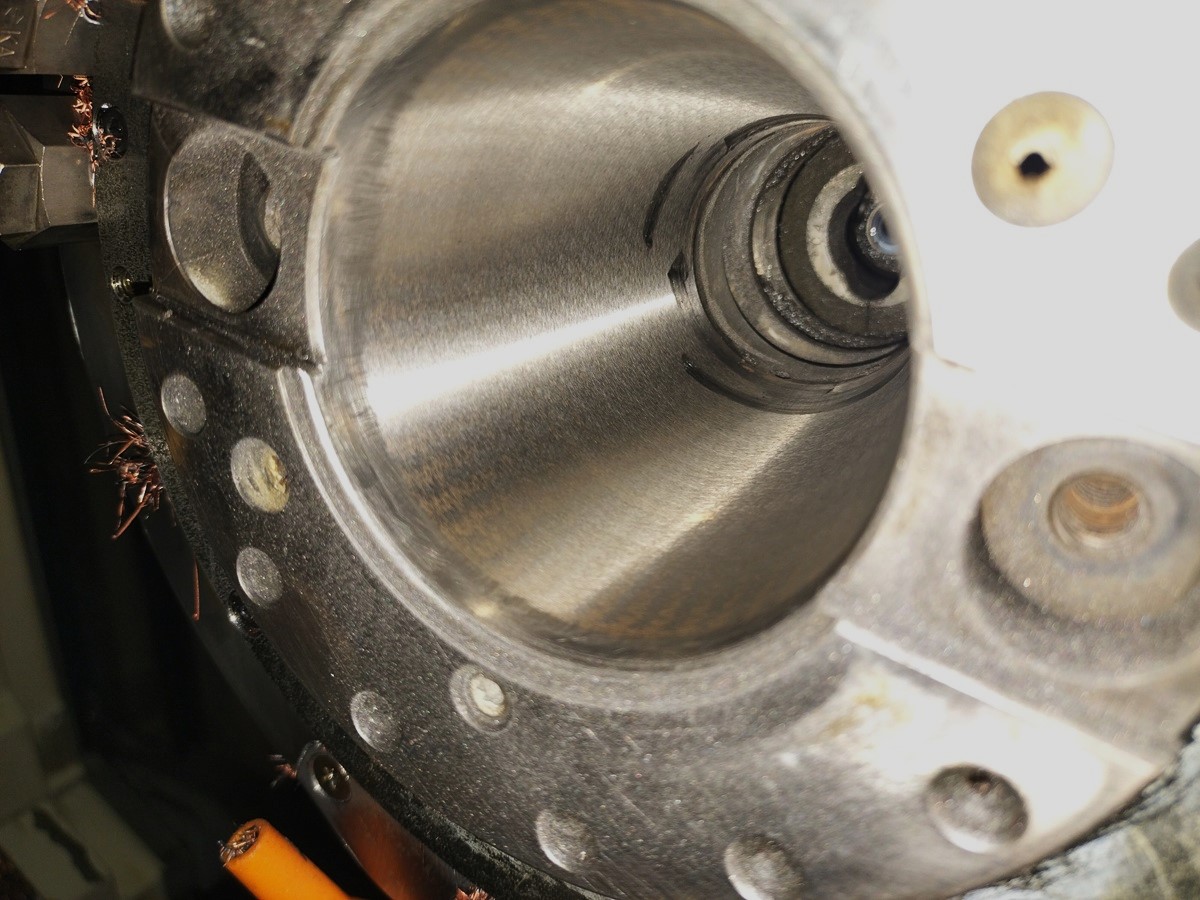
テーパ口元(大径側)が全周凹み傷など含めて楕円になっている状況でした。
また、テーパ奥側にも衝突による凹み傷などが見られました。
テーパ口元の全周凹み傷がかなり深いため、全部の凹み傷が無くなるほど研磨すると、二面拘束(BBT)の関係上
端面部分の焼入層がかなりなくなってしまう事を、ご説明させていただき
全ての傷を研磨せず、加工に必要な精度までの研磨にし、焼入層(研磨シロ)を極力残す方向となりました。

研磨結果など
研磨前BT振れ 80μ/300mm アタリ(工具密着度)50%程度でしたが
研磨後BT振れ 15μ/300mm アタリ90%、BBT振れ5μ/300mmとなりました。
テーパ部口元に全周凹み・楕円(アタリなし)が残りましたが、
お客様ご要望の範囲での可能な振れ精度となり作業完了いたしました。
匠製作所では、お客様のご使用状況などを伺った上で、研磨後も今まで(又は今まで以上に)良く
マシニングセンタをご使用いただけるような研磨作業を行っております。

