
三菱 MVR45(BBT50) 主軸スピンドルテーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
メーカーでの精度検査をされ、主軸テーパのアタリ(工具密着度)が少なく、振れが発生しているため
主軸テーパ・セルフ研磨での振れ精度・アタリの改善を依頼されました。

研磨時の状態やお客様の要望
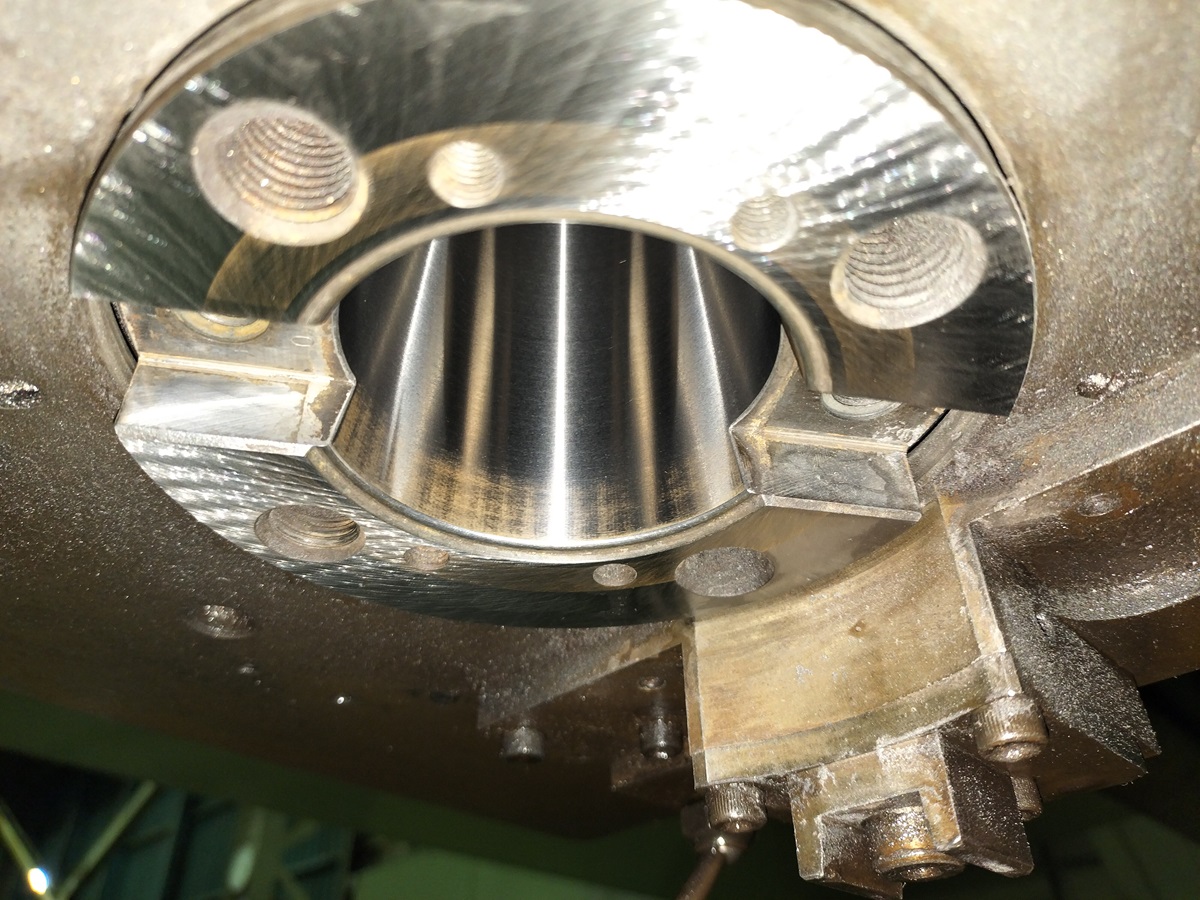
テーパ中央から口元(大径)にかけて白くなっており、工具がアタっていませんでした。
また、二面拘束工具はあまり使われていないのか端面は二面拘束工具ツバの凹みなどあまりない状態でした。


研磨結果など
研磨前BT振れ 70μ/300mm アタリ(工具密着度)50%程度でしたが
研磨後BT振れ 10μ以下/300mm アタリ90%、BBT振れ5μ/300mmとなりました。
研磨前に主軸テーパが広がっていた状況から判断して、工具側のテーパ部分も擦り減っている可能性があるため
マガジン内の工具なども清掃・確認などすると、加工精度もテストバーでの静的精度に近づく旨をお伝えいたしました。
匠製作所では、お客様のご使用状況などを伺った上で
長く良い状態でマシニングセンタをご使用いただけるような研磨作業を行っております。

