
三菱 DCH50(BBT40) 主軸テーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
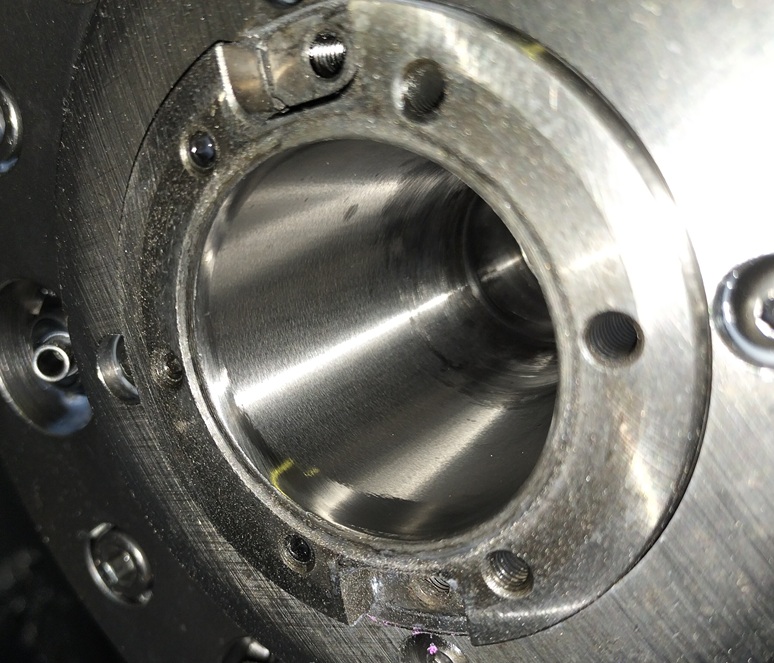
工具が抜け落ちて主軸テーパに傷が入ってしまったが、加工を続けるために独自に主軸テーパの傷を擦られた状況でした。
その結果、振れ精度は改善せず加工もできなくなり、主軸テーパ・セルフ研磨での改善を依頼されました。

研磨時の状態やお客様の要望
テーパ各所の飛び出た傷をお客様がリューターで深く削り込んでしまっている状態でした。
深く削り込んでしまった位置までテーパ全体を研磨すると焼入層とクランプ力がなくなる点をお伝えし
焼入層が無くならない(研磨出来る)範囲でのテーパ及び端面研磨になり、
振れもある程度までしか改善しない旨をお伝えし・ご理解を受けた上で研磨となりました。
研磨結果など
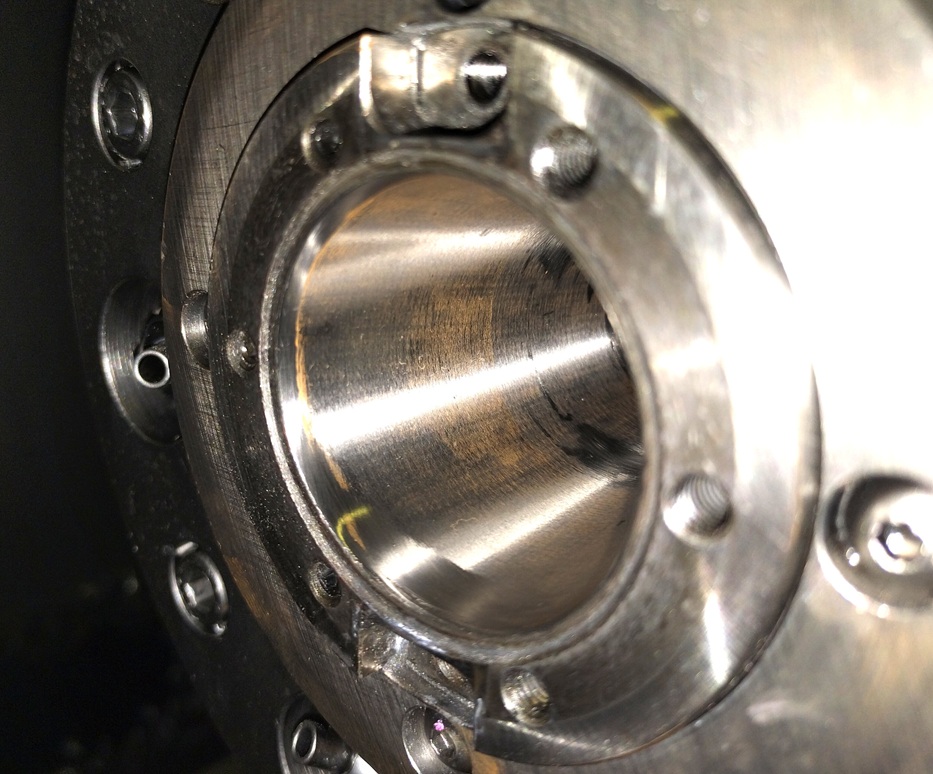
研磨時BT振れ(削り残しの飛び出た傷を研磨して) 40μ/300mm、 研磨後BT振れ 10μ/300mm アタリ95%(研磨可能部にて)となりました。
端面研磨後、BBT振れ 40μ/200mm、テーパ口元(研磨可能部)と端面にアタリがあり二面拘束として機能していることを確認いたしました。
但し二面拘束で重要なテーパ口元部が酷く不均一に削り込まれて研磨できない部分が多かった為、二面拘束BBTでの振れはあまり改善しませんでした。
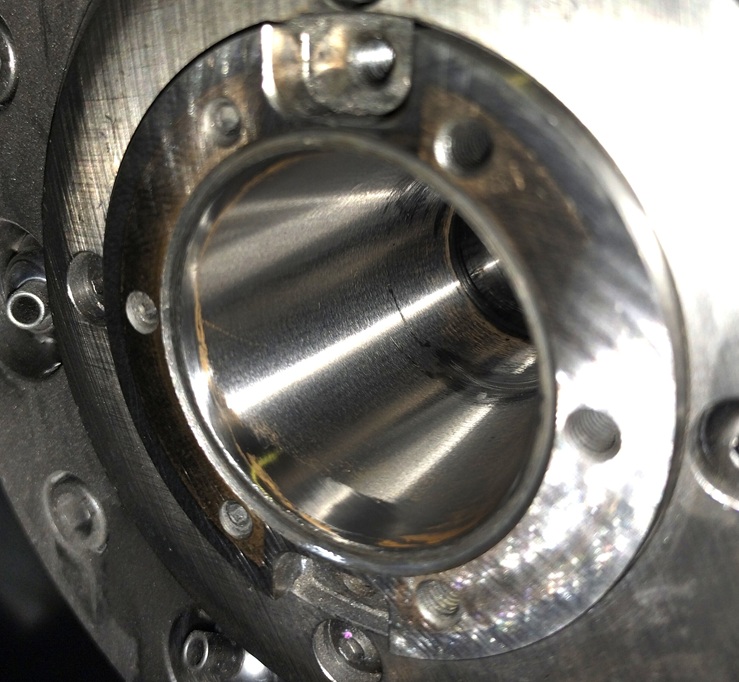
リューターなどを使って見た目上、飛び出た傷を研磨出来たように思えても、実際には飛び出た傷は残っています。
またリューターによって深く削り込んだ部分ができてしまい、大体の場合は、機械を使って綺麗に研磨しようとしても取り切れない凹み傷として不均一に残ってしまい、思ったほど振れが改善しない場合があります。
そのような状況下でも、匠製作所では可能な範囲の研磨を実施いたします。(リューターなど削り込まず、直ぐに依頼されるのが一番ですが)

