
三菱 M-VR30(BBT50) アタリが悪い主軸スピンドルテーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
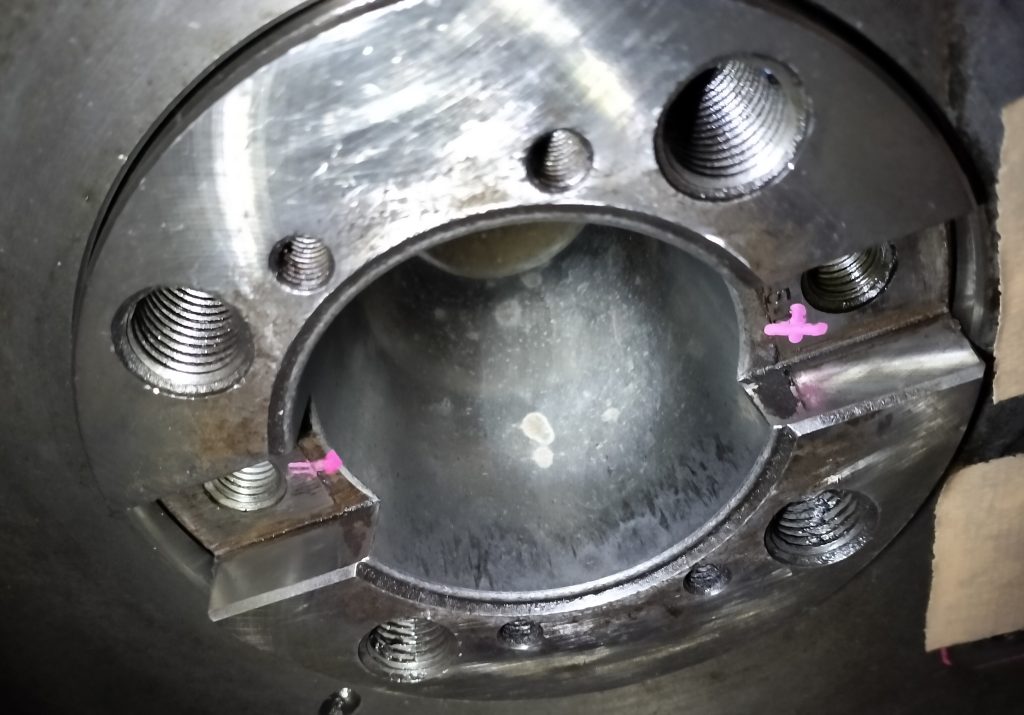
加工精度が出ないため主軸テーパの状況を確認されたところ
アタリ(工具密着度)が悪いことがわかり、主軸テーパ・セルフ研磨にて振れ精度・アタリの改善を考えられたとの事です。

研磨時の状態やお客様の要望
門型マシニングセンタで重切削をされるため、クランプ力(工具把握理力)をあまり落としたくないとのことでした。
アタリも極力改善したいが、取り切れない凹みキズなどは無理に追い込まず、振れやアタリの向上とクランプ力低下(しきらない範囲)のバランスのよい調整をご希望されました。
研磨結果など
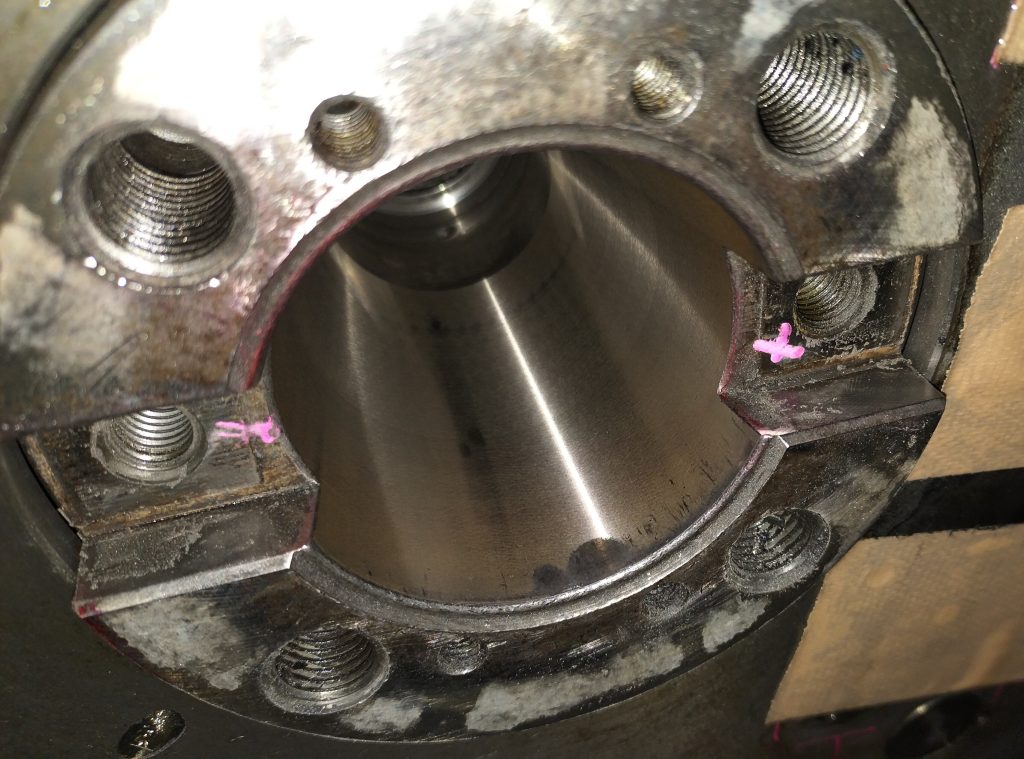
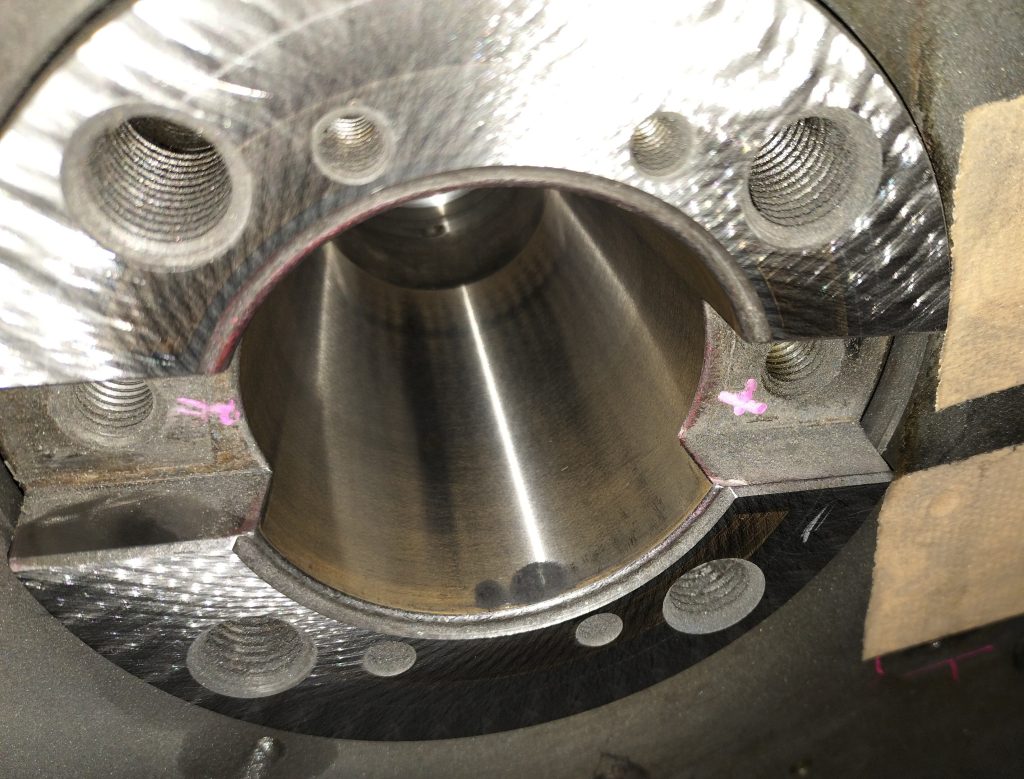
研磨前40μ/300mmでしたが、研磨後BT振れ 10μ/300mm、BBT振れ5μ程度/300mmとなりました。
また口元の取り切れない凹み傷は相談の上、無理に研磨することなくほぼ全面アタリで作業完了といたしました。
匠製作所では、お客様のご要望に添えるような主軸スピンドルテーパ研磨を行っております。

