
三菱 MVR25(BBT50) 主軸テーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
メーカー様の精度検査時に主軸テーパのアタリ(工具密着度)が悪いと判明し、また振れが規格値から外れていたため
主軸テーパ・セルフ研磨での振れ精度・アタリの改善をご依頼されました。
研磨時の状態やお客様の要望
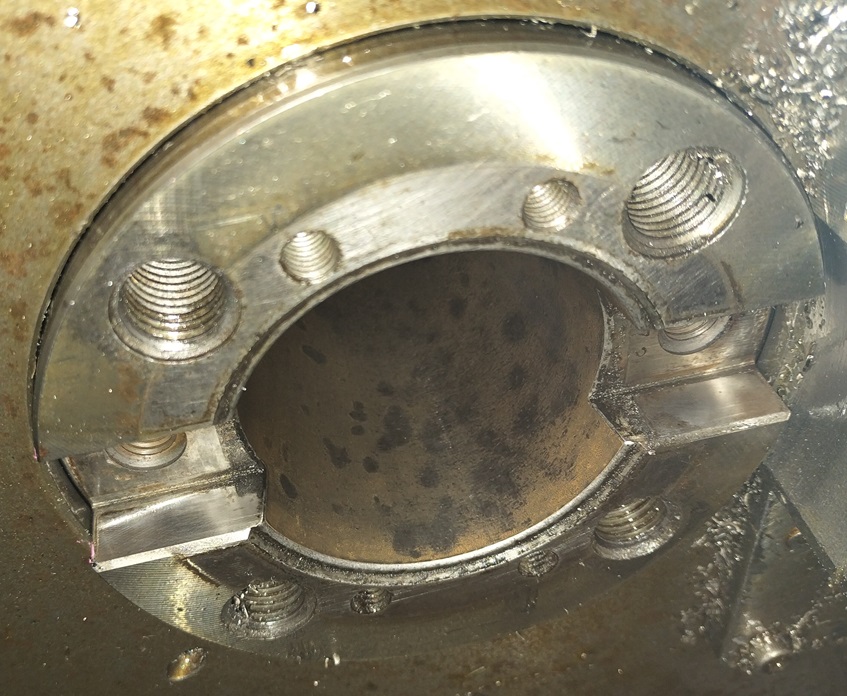
主軸テーパ全体各所に打痕(凹み傷)がありアタリが減っている(均一に工具が密着していない)状態でした。
テーパと端面の研磨量の関係上、全ての打痕は研磨しきれない可能性があることをお伝えし、作業開始いたしました。

研磨結果など
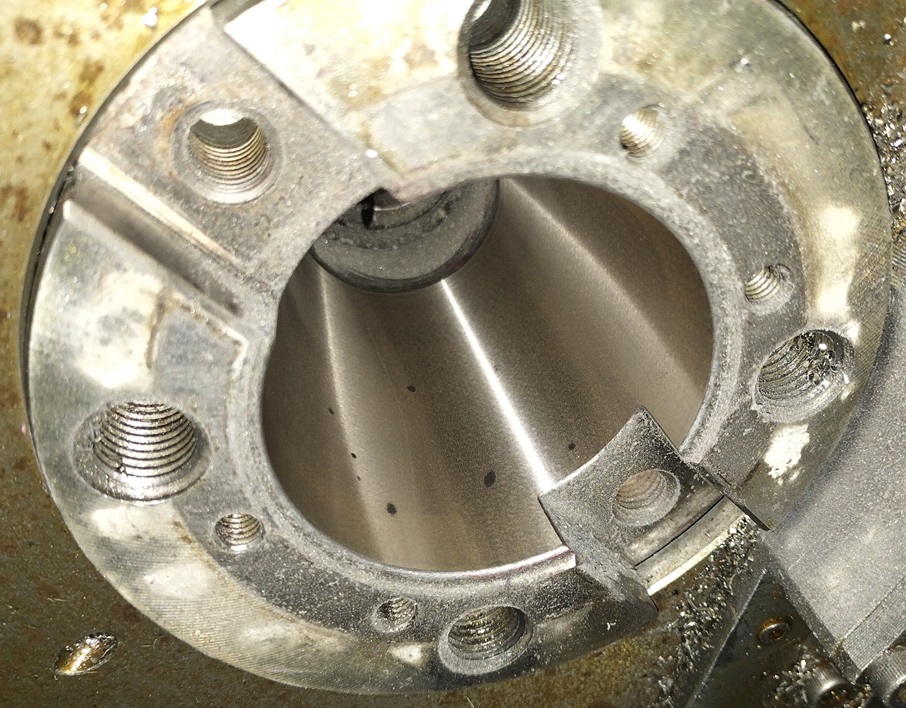
研磨前BT振れ40μ/300mm、 研磨後BT振れ 10μ以下/300mm アタリ95%となりました。
端面研磨後、BBT振れ 10μ以下/300mm、テーパと端面にアタリがあり二面拘束として機能していることを確認いたしました。
テーパ口元側に打痕が一部が残りましたが、膨らみ傷などはなく、テーパが均一にアタっているため作業完了となりました。
匠製作所では、テーパ・端面研磨のわかりやすい説明を行った上で、作業を実施しております。

