
三菱 MVR35(BBT50) アタッチメント主軸テーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
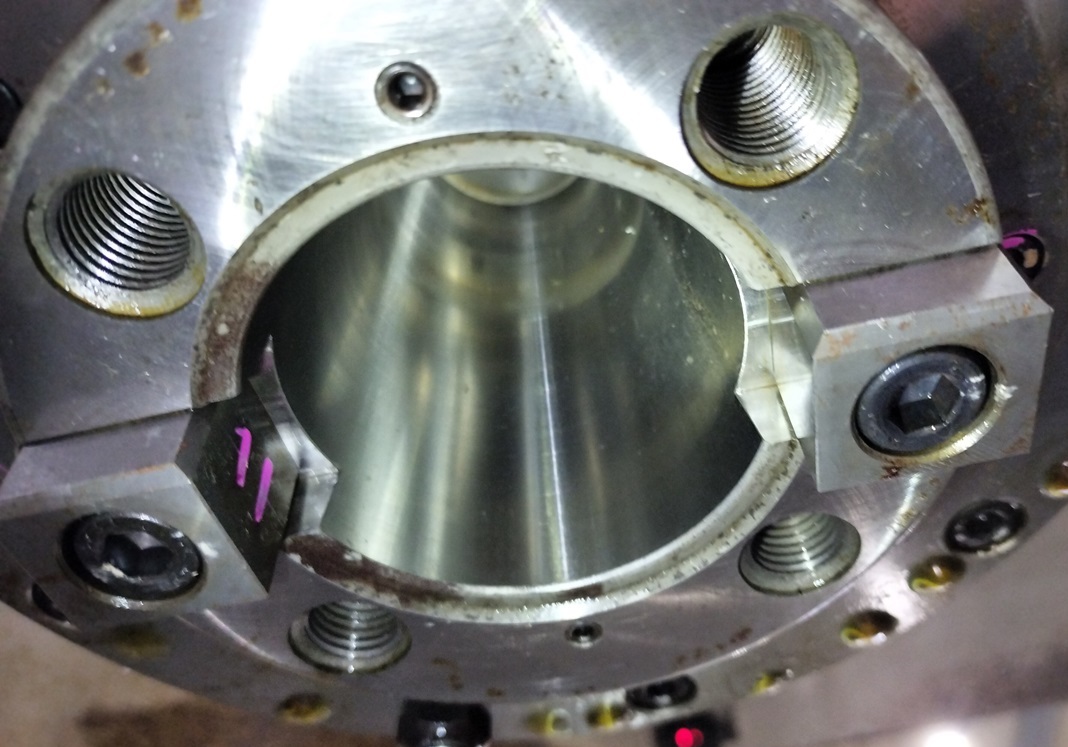
メーカーでの検査で振れが許容値を超えたため
主軸テーパ・セルフ研磨での振れ精度・アタリの改善を依頼されました。

研磨時の状態やお客様の要望
元々二面拘束規格値から少しズレて逃げている端面位置になっていました。
テーパ研磨量が少ないと二面拘束規格値までテーパを多く研磨する必要があることをお伝えし、それによるデメリットもご説明いたしました。
お客様が現在二面拘束工具は使われていないとのことで
端面部はサビを取る程度の研磨にして、二面拘束規格値まで研磨は必要ないとのご要望でした。
研磨結果など
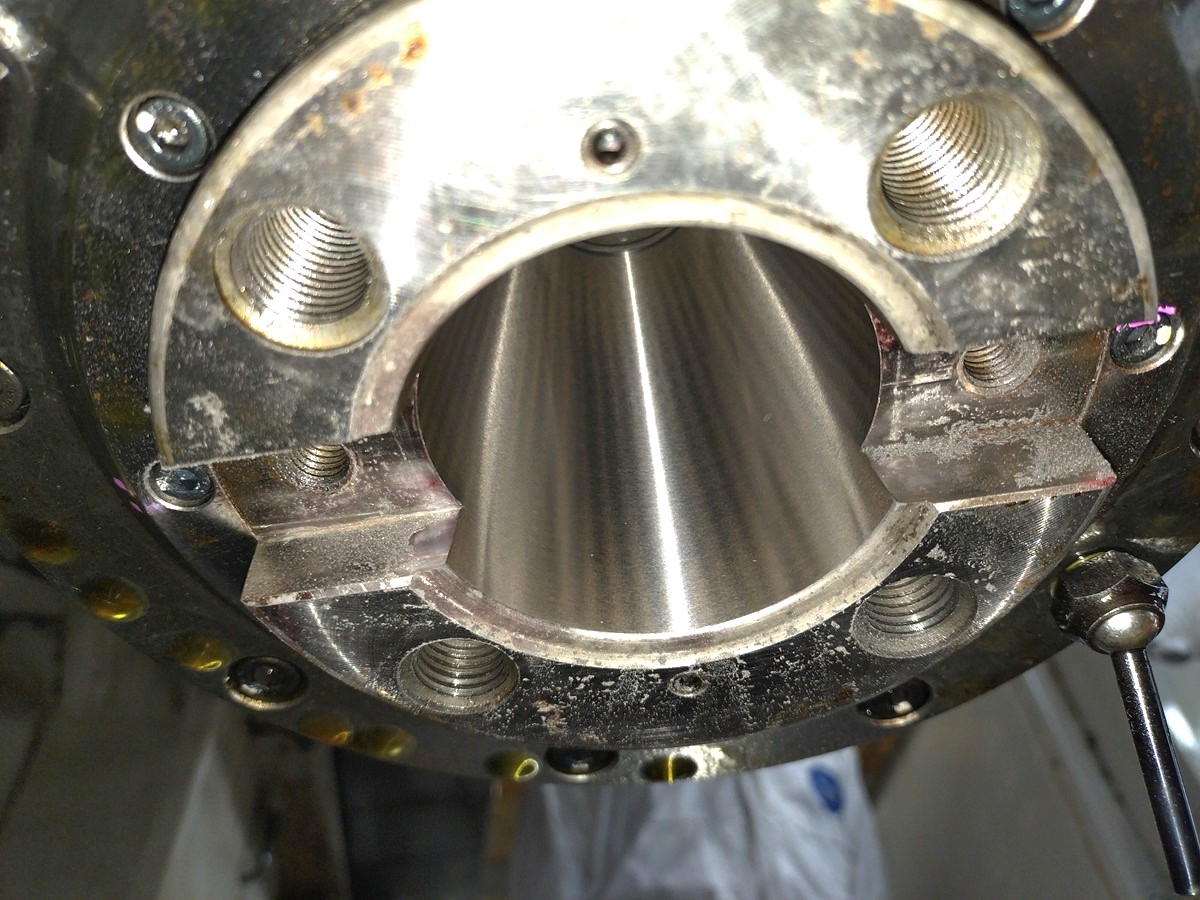
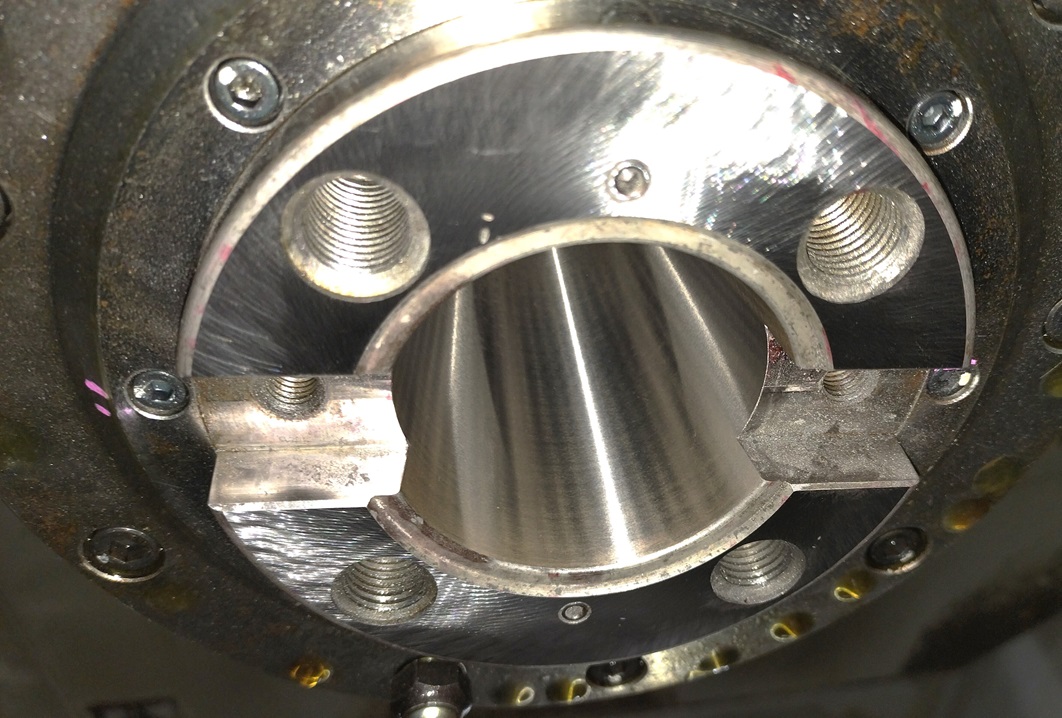
研磨前BT振れ 20μ/300mm 研磨後BT振れ 5μ/300mm アタリ95%となりました。
端面研磨後、BBT(二面拘束)工具をつけても端面部が若干隙間があり、BTとして機能している状態でした。
無理にテーパ側を研磨してBBTとして機能するようにさせていない旨と、BBT工具はBTとして使える旨をお伝えいたしました。
匠製作所では、お客様のご使用状況などを伺った上で最適な研磨作業を行っております。

