
三菱 MVR40-5X(BBT50) 主軸テーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
メーカーの年次精度点検の結果、振れ精度はギリギリ規格値内だがアタリ(工具密着度)が規格値から外れていた為
主軸テーパ・セルフ研磨での振れ精度・アタリの改善を依頼されました。
研磨時の状態やお客様の要望
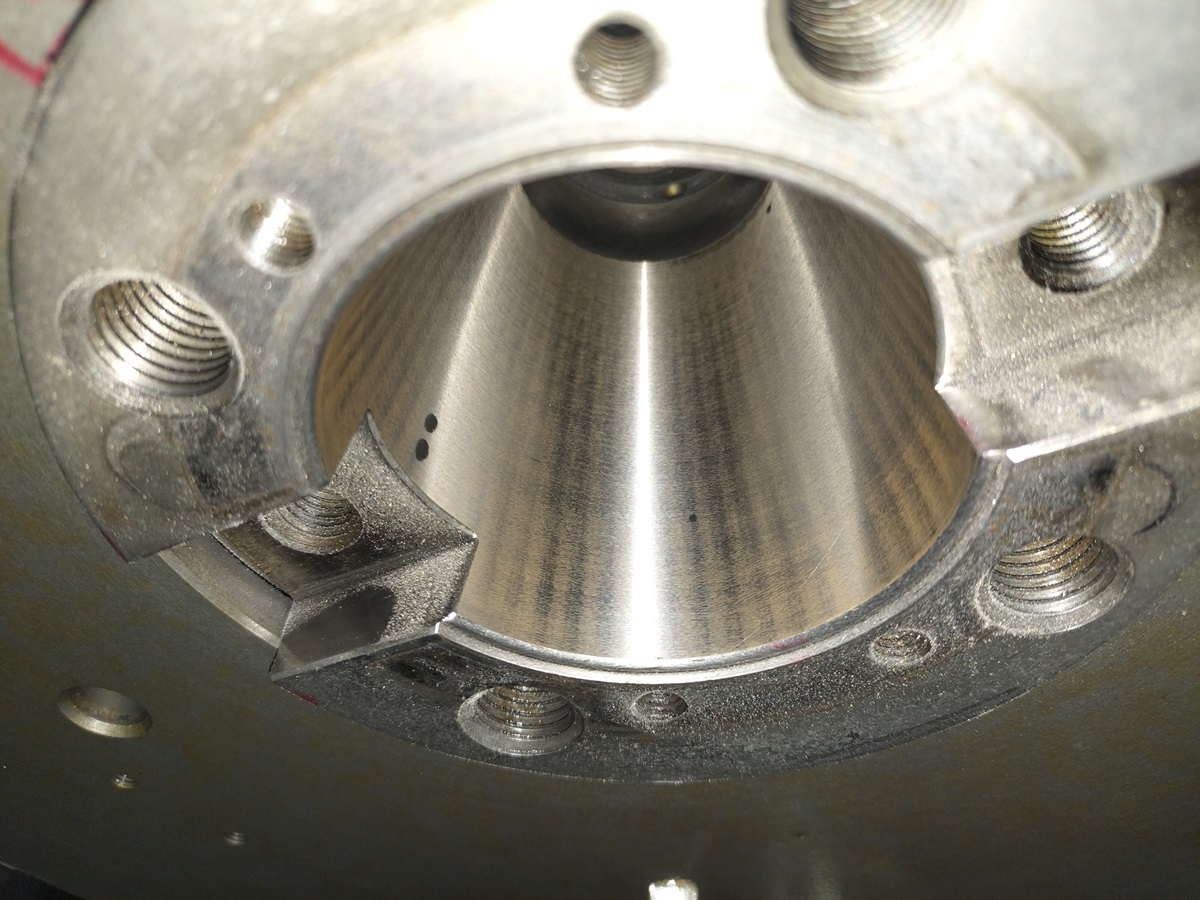
主軸テーパ口元(大径)側が僅かにアタリ(密着)がない状態でした。
またテーパ内に若干打痕傷が見られ、それによって振れやアタリが規格値から外れていると思われました。
お客様は過去に数回スピンドル引取修理をされているとのことで、その時の研磨量は不明のため
最小限の(テーパおよび端面)研磨で研磨シロを少しでも残されたいとのご要望の上、作業開始いたしました。


研磨結果など
研磨前BT振れ 15μ/300mm アタリ80%程度、 研磨後BT振れ 5μ以下/300mm アタリ95%となりました。
端面研磨後、BBT振れ 5μ以下/300mm、テーパ口元と端面にアタリがあり二面拘束として機能していることを確認いたしました。
テーパ側にヘコミ傷(打痕のヘコミ)が残りましたが、振れには影響のないため、無理な研磨はせず今後の研磨シロも残しました。
匠製作所では、最小限の調整研磨で極力研磨シロ(今後もセルフ研磨できる余地)を残すような作業を行っております。

