
三菱 MVR40(BBT50) 主軸テーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
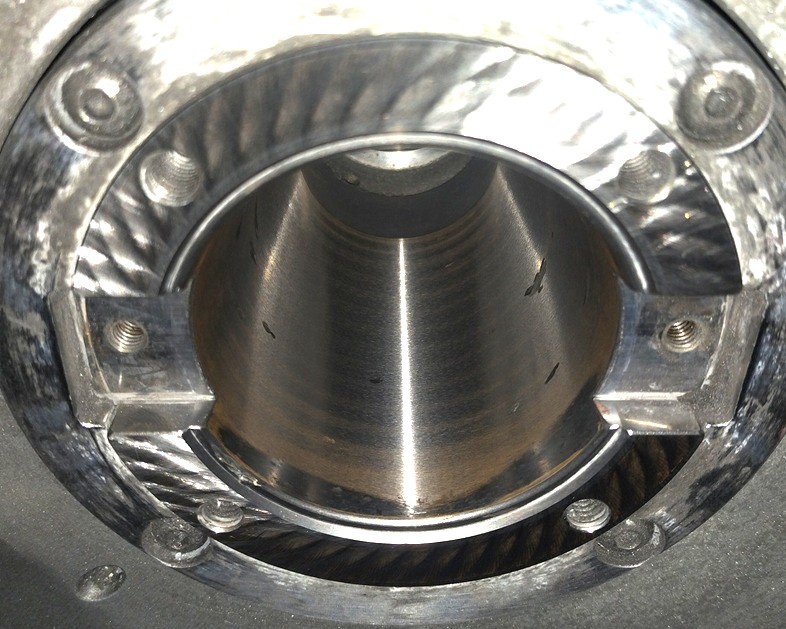
主軸テーパ内に飛び出た傷ができ工具がつけられない状態となっているとのことで
メーカー様から依頼を受け主軸テーパ・セルフ研磨での振れ精度・アタリの改善を実施いたしました。

研磨時の状態やお客様の要望
テーパ内に10~15μ飛び出た傷があり、それを研磨した状態で主軸テーパ口元(大径)側にアタリ(密着)がない状態でした。
またテーパ中央部各所に抉れたヘコミ傷がありました。
お客様にテーパ口元の広がりが大きいのでテーパ全て研磨すると、端面部の研磨量が非常に多くなり
端面部の研磨シロがなくなってしまう可能性があることをお伝えした上で、作業開始いたしました。


研磨結果など
研磨中(飛び出た傷を取った状態)BT振れ 40μ/300mm アタリ60%程度、 研磨後BT振れ 15μ以下/300mm アタリ95%となりました。
端面研磨後、BBT振れ 5μ/300mm、テーパと端面にアタリがあり二面拘束として機能していることを確認いたしました。
テーパ口元側にヘコミ傷が残りましたが、お客様は二面拘束BBT工具のみ使用されるとのことで
二面拘束BBTで振れが収まり、端面部の今後の研磨シロも残してほしいとのご要望を受け調整を行いました。
匠製作所では、お客様の使われる工具の種類なども伺い考慮した上で、作業を行っております。

