
凹みキズなどでアタリが少ない主軸テーパ再研磨・セルフ研磨 Mazak FJV200(BBT40)
ご依頼の際の状況
テーパ内の凹みキズによってアタリが悪くなり、振れが発生していたため
テーパ研磨・セルフ研磨での振れ精度を改善したいとのをご要望でした。
また、二面拘束(BBT)主軸でしたがBT工具のみ使われているとのことでテーパのみ研磨をご依頼されました。

研磨時の状態やお客様の要望
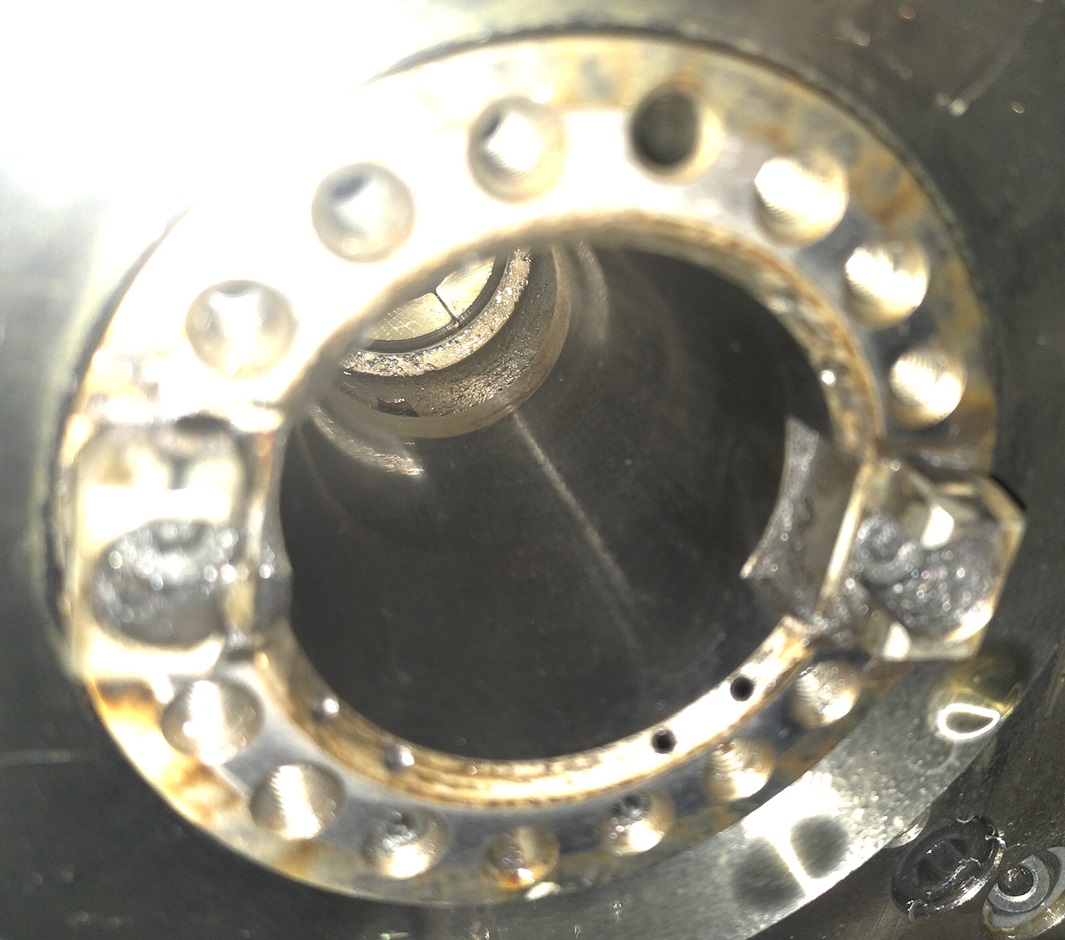
工具交換(ATC)などで工具が擦って主軸テーパに入り、キーそばが大きく凹みキズになっている状態でした。
また、その凹みキズの周辺部が膨れてアタリ(工具密着)が悪くなり振れが発生していると思われました。
凹みキズ全ては研磨しきれない可能性をお伝えした上で、作業を実施いたしました。
膨れ部分を研磨し、テーパ全体のアタリも調整するため、振れ精度はある程度改善すると予想もお伝えしました。
研磨結果など
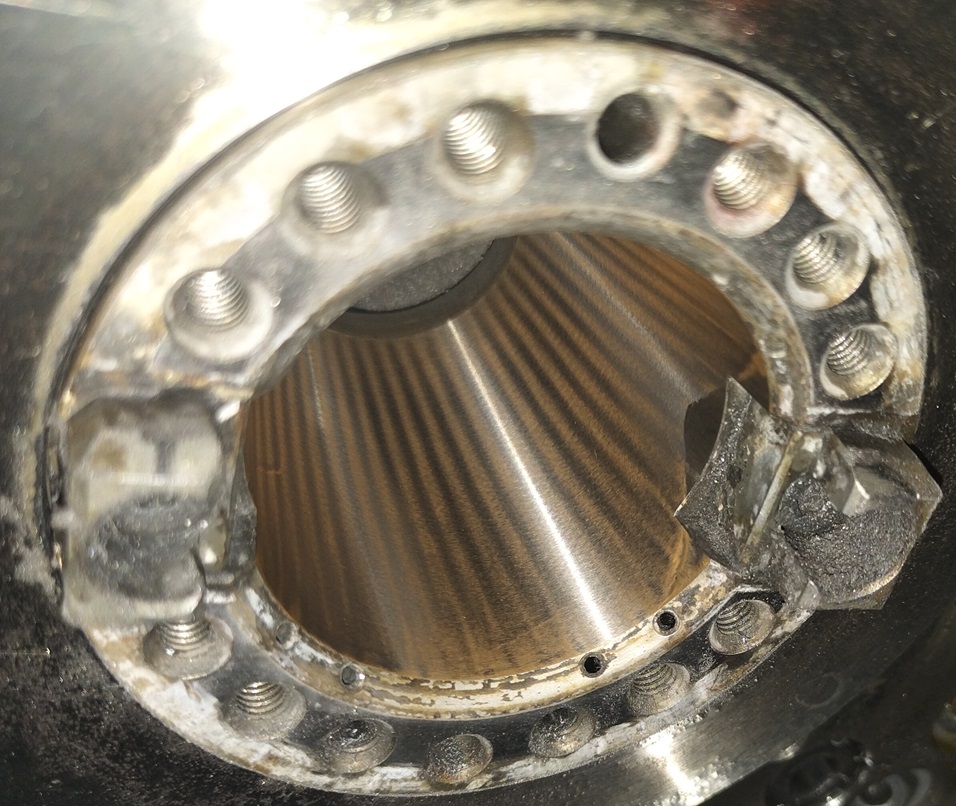
研磨前振れは70μ/300mm程度 アタリ60%程度、研磨後振れ15μ/300mm アタリ95%となりました。
キーそばの凹みキズは深く、凹みキズ全て研磨して振れ精度を更に改善するメリットと
研磨量が増えることによってテーパ焼入層がなくなる事(今後の研磨シロがなくなる・テーパ研磨ができなくなる)のデメリットをご説明し、
振れ精度が加工に問題無い範囲である点と今後の研磨シロを残す事を選ばれ、作業完了となりました。
弊社の主軸テーパ・セルフ研磨では、メリットだけでなくデメリットも隠さずご説明し、お客様のご要望に沿った作業をしております。

