
OKUMA VTM120-YB(BBT50) 立形複合機主軸スピンドルテーパ及び端面研磨・セルフ研磨
ご依頼の際の状況
主軸テーパ内に打痕などが多く、振れが発生しているため
オーバーホールの一部として主軸テーパ・セルフ研磨にて振れ精度・アタリの改善依頼されました。
研磨時の状態やお客様の要望
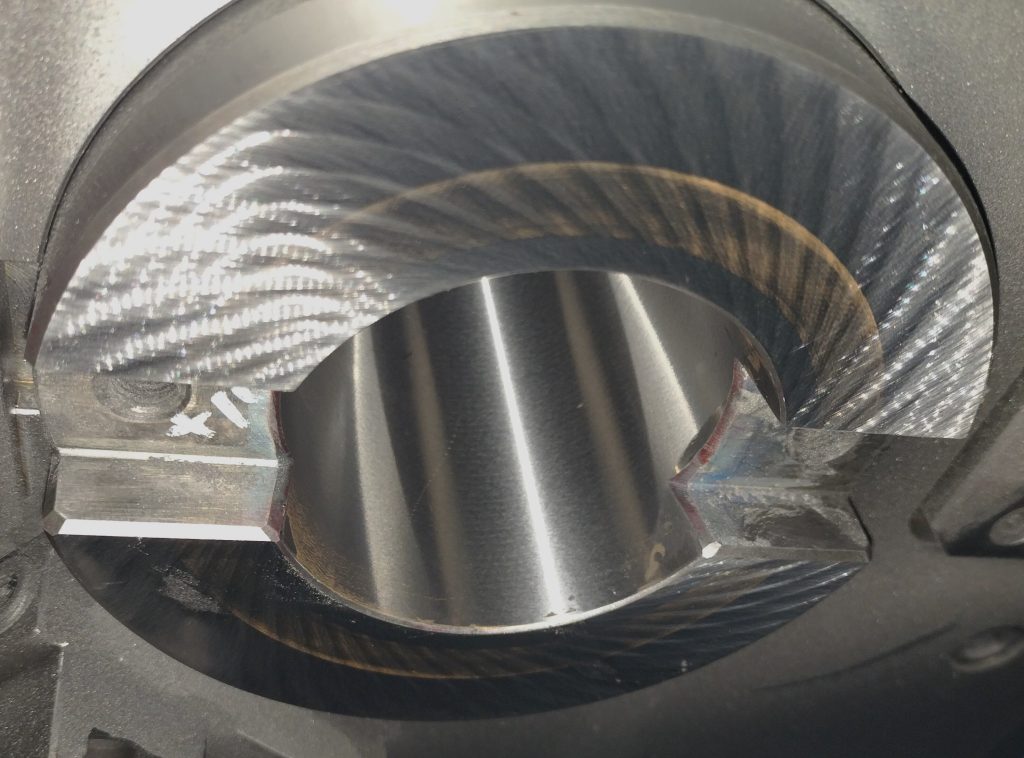
研磨前テーパの全体に打痕(凹み)が多く、アタリ(工具密着度)がかなり少ない状態でした。
また、テーパ口元(大径側)とキー側に大きな凹みキズが見られる状況でした。
研磨できる範囲でのテーパ研磨でアタリを良くして振れ精度を極力改善したいとのご要望でした。


研磨結果など
研磨前BTとして振れ180μ/300mm アタリ30%程度でしたが、
研磨後BT振れ 10μ/300mm アタリ95%、BBT振れ5μ以下/300mmとなりました。
主軸テーパの口元(大径)キー付近の凹みまで研磨してしまうとBBT端面部の研磨量が非常に多くなってしまうため
BTとしての振れも規定値内に収まる程度で無理な研磨はしない事となり作業完了いたしました。
匠製作所では、特殊な加工機のスピンドルテーパ研磨を行っております。

