マシニングセンタの加工精度が出ない要因について、その中で主軸部分による要因について
マシニングセンタで加工した品を測定すると「精度が出ていない・加工面が荒い・穴径が大きい」など問題が発生した場合
様々な原因(加工物の取り付け方法・工具や加工条件の問題・マシニングセンタの問題)が考えられます。
加工物の取り付け方法や工具などの問題は普段マシニングセンタを使われている皆様の方が詳しいかと思いますので
ここではマシニングセンタ側の問題について、(特に可能性の高い)主軸部分の問題によって発生するお話をさせていただきます。
確認方法など詳しく知りたい際は弊社に電話・メールください(確認資料を作っていますので送付いたします。)
——————————————————-
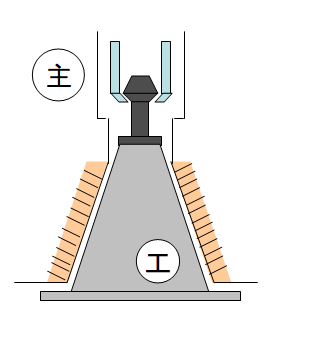
まずはすごく簡単な説明からです。
主軸テーパに工具を取り付けて(主軸が工具を引っ張って)、その主軸が回転することで工具も回転し、穴あけ加工であったり、切削やフライス加工をしています。
ではこの主軸部分で加工精度が出なくなる可能性は①主軸テーパと工具テーパが密着していない②主軸が工具をちゃんと引っ張っていない③主軸が真円に回転していない
大きくこの3つか考えられます。
この①②③の中で簡易的に確認できるものは①③になります。
(必ずこの要因のせいで加工精度が出ないと断定はできませんが目星をつけることができます)
①主軸テーパと工具テーパが密着していない
これはテストバーや精度の出ているボーリングバーの振れ(2点)をピックテスタで計測する事である程度わかります。
計測する箇所は、工具の根元(主軸に近い側)と工具の先端(刃物に近い部分)となります。
根元部1に対して、200mm先端で3倍、300mm先端では4倍といった振れの比率に近ければ「主軸テーパと工具テーパが密着していない」事で振れが発生しているか予想ができます。
③主軸が真円に回転していない
こちらは主軸の外周部をピックテスタで計測する事である程度わかります。
(主軸外周部が構造上測れない・傷などで測れない場合は電話やメールでお問い合わせください。確認資料を作っています。)
主軸ベアリングによって主軸が(ほぼ)真円に回転するようになっていますが
このベアリングが緩んできたり損傷してしまうと楕円に主軸が回転してしまい、振れが発生している可能性があります。
これにより①が要因の場合は、主軸テーパ研磨・セルフ研磨での改善が見込めます。匠製作所へお問い合わせください。
ここからは詳しい説明になります。
加工精度が出ない場合、上記①②③の要因や、主軸コラムの倒れ・捻じれ、機械・テーブルのレベル、XYZの動きなどが様々が単体で発生しているケースもありますが、複数の要因が絡み合っているケースが多くあります。
その場合は全てを改善することが理想ですが、金銭的にも時間的にも莫大かかってしまう可能性があります。
発生している要因の(可能性の)大きなものから改善していくことが良いかと思います。
特に主軸部分に限って言えば、可能性の大きな順で①>③>コラムの倒れや捻じれ・② となることが多いです。
①主軸テーパと工具テーパが密着していない
これは主軸コレットが工具プルスタットボルトを持っている部分(+主軸テーパと工具の密着部分)を始点にして振れ精度が(コレット部を0mmとし)
工具の根元(=コレット~主軸テーパ部長さが100mm位):工具の先端(+コレット~主軸テーパ部が100mm位)の比率
工具根元1に対して、300mm先端が4倍程度の振れが発生している計算になります。
(これ以外にも光明丹を工具テーパに塗って、主軸テーパとの密着具合をみるという方法もあります)
測ったマシニングセンタでの振れがこの比率から大きく外れている場合は次の可能性③主軸が真円に回転していないの影響も考えられます。
経年使用などによって主軸テーパ部が大きく広がってしまい、①が発生しているということになります。
③主軸が真円に回転していない
このケースは、①の問題がなく主軸ベアリングだけ問題があるという事はかなりレアですが
主軸が真円に回転していない(偏芯している)ということは、工具も全体も偏芯しています。
①と複合要因になっている場合が多いので、工具の振れ比率をみても③の問題は分かり難いです。
なので、主軸の(回転する)外周部を計測すると(別の問題を含みますが)、主軸テーパの問題は含まず③の問題有無だけを確認できます。
主軸外周部にピックテスタを当て振れを計測して振れがある場合と、①の比率が大きく異なっている場合は③の可能性も含んでいるとなります。
加工中に酷く主軸をぶつけて主軸全体が楕円になってしまった場合や、主軸外周部にキリコなどがついて傷つき計測できない場合
ダミープレートなどで外周部が覆われて計測できない場合は、更に別の細かい方法で③の要因が発生しているか確認できます。
しかしかなり細かい方法の為、説明が難しいので電話かメールでお問い合わせください。
②主軸が工具をちゃんと引っ張っていない
これはクランプ力計という専用道具を使って計測するしか方法がありません。
専用道具であり結構なお値段がする上に、持っている業者も少ないため、機械メーカー様や弊社のような修理業者に頼んで計測するのが良いかと思います。
主軸テーパ研磨・セルフ研磨によって①を改善し、オーバーホール・部品交換などによって③のベアリング交換や②のクランプ力調整を行った上で
(場合によっては③ベアリング交換→①セルフ研磨→②クランプ力調整の順)
主軸コラムの倒れや捻じれ、XYZの動き、機械のレベルを調整・改善していくと機械精度・加工精度が出せるといった流れになるかと思います。
主軸振れ・機械精度の問題、全ての要因を一度に改善することはかなり難しいので、このように段階的に修理・調整をし
それでも更に精度を求められる場合は次の修理・調整といった流れが一般的ではないかと考えております。