マシニングセンタの工具把握力(・保持力・クランプ力)について、加工中が工具が抜ける要因について
マシニングセンタで加工する際に工具を持ちあげる力(把握力、保持力、クランプ力と呼ばれます)についてのお話です。
弊社へのお問い合わせで「工具が抜け落ちたことがある」など言われる際に、その要因を聞かれるので合わせてその説明をさせていただきます。
また、お客様マシニングセンタの主軸テーパ研磨・セルフ研磨を実施する際にクランプ力低下する可能性をお伝えしますが
何故クランプ力が低下するのかよく聞かれるので簡単な説明になります。
詳しく知りたい際は弊社に電話・メールください(確認資料を作っていますので送付いたします。)
まず、主軸内で工具を持ち上げる構造として(コレットの更に奥に)皿バネ・スプリングなどを使った構造があります(それ以外の構造もあります)。
個々の構造はメーカーや機種によって異なります、お持ちのマシニングセンタ取説内の組図などご確認ください。
クランプ力が低下している・工具が抜け落ちる状態で一番考えられる可能性としては、
i)この皿バネ・スプリングなどの構造がダメになっている場合(皿バネが割れている・スプリングがヘタっている)が考えられます。
これに対する対処はメーカーに依頼して部品を取り寄せる・交換をお願いするしかありません。
——————————————————-
次からが弊社などで分かる範囲の話になります。
ii)工具と主軸テーパの密着が悪いことによるクランプ力低下が考えられます。
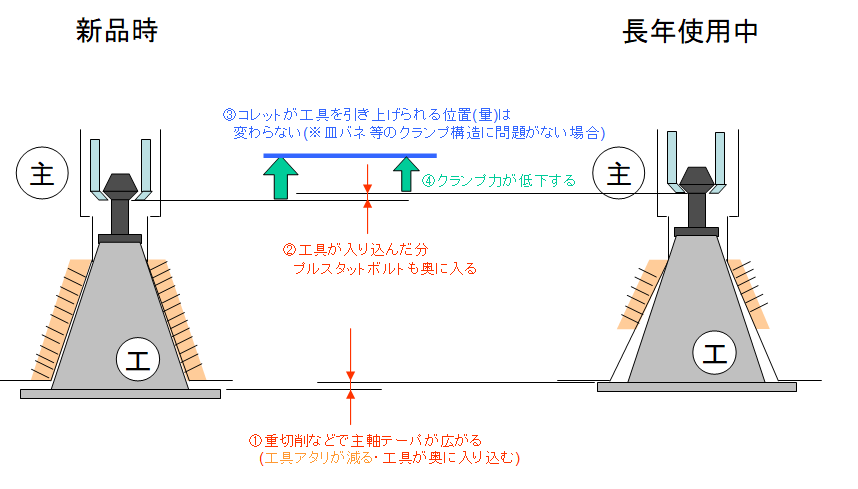
主軸テーパは、「重切削、頻繁な工具交換、プログラムミスなど工具ぶつけ」によって段々痛んでいき、主軸テーパ角度が変わってきます。(テーパが広がる)
テーパが広がると図のように①工具が奥に入り込んでしまう事になります。(それによりテーパ奥側しか工具とテーパが密着しなくなります)
すると、当然工具に付けている②プルスタットボルトも奥に入ります。
しかし③クランプは「工具をここまで引き上げます」という位置が変わらない為、(③引っ張る量ー②入り込んだ量=)④引っ張り代が減ってしまい
クランプ力が低下してしまう事になります。また、アタリ(工具と主軸テーパの密着度)が悪い事もクランプ力低下や工具抜け落ちの要因になります。
ここからはセルフ研磨した際のクランプ力が低下の説明になります。
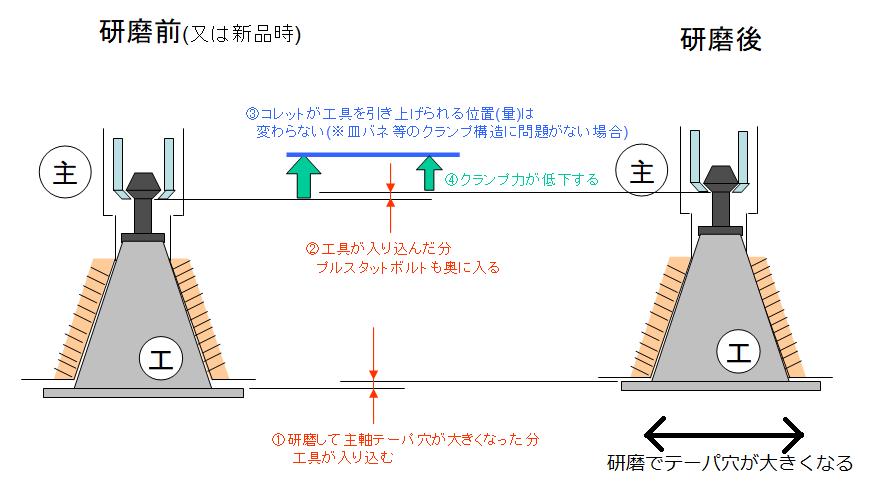
説明としては ii)とほぼ同じですが、研磨前のアタリ(工具と主軸テーパの密着度)によりますが
テーパ研磨をすると必ず①テーパ穴が大きくなり工具が奥に入る、②プルスタットボルトも合わせて奥に入る
③コレットを引き上げられる位置は研磨前後で変わらない、③-②=④クランプ力が低下する。
実際セルフ研磨をご依頼される際は、図1の長年使用されたテーパの広がり(アタリ具合)によって研磨量が変わり
研磨前のクランプ量から大きくなる径(工具が入り込む量)によってクランプ力どの程度低下するということになります。
お問い合わせ時点で(クランプ構造部分に問題がないと想定して)どの程度クランプ力が低下しそうですか?と聞かれると
主軸テーパ内の写真を送ってもらうことなどで予想いたします。
ただし、クランプ力というものを数字で見るには専用の測定器が必要になるので修理業者以外では持たれていないことも多く
事前クランプ力を数字として把握することは難しいかもしれません。
弊社ではクランプ力測定器をBT40/BT50と準備しておりますので、研磨前・中・後にクランプ力測定を必ず行っております。